Date: 2019-09-08
Система канбан начала свой путь в 1950-х годах на производственных линиях корпорации Toyota, после чего перекочевала в офисы и стала важным инструментом для проектных менеджеров.
Бескрайняя гибкость практики и ее возможности для самоорганизации персонала позволили добиваться эффективности там, где другие подходы не работали. Это тот случай, когда визитной карточкой системы стала сама карточка — она утвердилась как внутренняя валюта в организациях, которые внедрили канбан.
Как и концепция бережливого производства (Lean), система канбан была разработана менеджерами Toyota. Автора системы, японского инженера Тайити Оно, вдохновил принцип работы американских супермаркетов, где покупатель сам выбирал нужные себе товары. Роль «супермаркета» в корпорации Toyota выполнил склад.
Там сигнальными карточками — а именно так дословно с японского языка переводится «канбан» — обменивались работники, собственноручно регулируя производственный процесс.
Карточки крепились к таре с деталями. На таких бирках указывалась информация о номере и количестве деталей, какой отдел их отправляет и куда они должны прибыть.
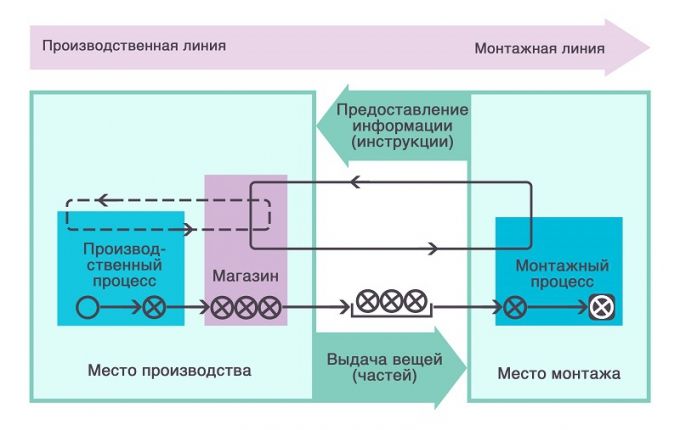
Работник, который непосредственно занимался монтажом и сборкой машин — нижний поток — забирал детали из тары, на которой был прикреплен «канбан» с запросом для склада. Карточка снималась и вместе с пустым ящиком передавалась транспортировщиком на склад. Там другой работник уже подготовил новую тару с запчастями, на которой крепился производственный «канбан» — бирка с информацией о произведенных запчастях.
Производственный «канбан» заменялся на «канбан» с запросом для склада и отправлялся на производственную линию запчастей — верхний поток. Поэтому производилось именно то количество деталей, которое указывалось в карточке. Тара с новыми запчастями относилась транспортировщикам на монтажную линию.
Менеджеры Toyota сформулировали 6 системообразующих правил:
Канбан — это «вытягивающая» система. В ней создается баланс между постоянным потоком, который устраняет затраты на ожидание, и минимальным количеством работы в процессе (РВП), что снижает риски перепроизводства. РВП регулируется с помощью карточек: их количество зафиксировано, а инструкции в них направляют исполнителей нижнего потока.